地址:江苏省宝应县柳堡镇工业集中区
电话:0514-88779789
手机:13348142959
传真:0514-88776055
邮箱:yzhuagong@foxmail.com

一、.环氧酚醛玻璃布层压板定义与用途
环氧酚醛玻璃布层压板是由电工用无碱玻璃布浸以环氧酚醛树脂经热压而成的层压制品,具有高的机械和介电性能,适用于电机、电器设备中作绝缘结构零部件,并可在潮湿环境条件和变压器油中使用。
二、环氧酚醛玻璃布层压板规格与型号:1000*2000* 厚度 另可以根据客户的图纸及要求制作成异型加工件
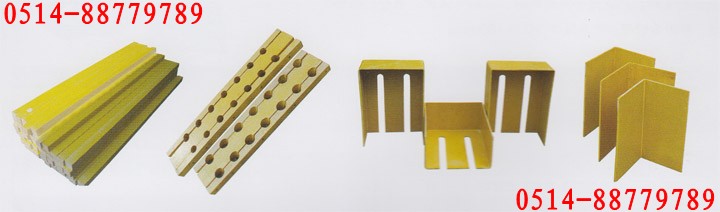
我公司拥且先进的的加工生产设备。可根据客户的图纸进行加工. 有T型绝缘板 U型绝缘板 工型绝缘板 环型绝缘板 七型绝缘板 L型绝缘板 等

绝缘板加工方式
1、钻孔
这是PCB线路板厂常见的加工方式,无论是PCB的测试治具,抑或PCB的后期处理都会历经“钻孔”,大点的PCB厂通常都自设钻房,钻房通常跟治具联系比较密切,而钻房的工作也不是轻松的活儿,不过相对比较自由,通常钻房用到的耗材和设备是专用钻机,钻嘴,胶粒,木垫板,铝垫板等,钻嘴损耗和垫板的损耗巨大,很多小公司通常供应一家厂得钻嘴和铣刀就发大财了;
另外钻孔的方式常见的还有新起来的LED灯罩固位绝缘件,LED作为节能产业近年来收到热捧,而LED由众多的小灯组成,这种特征使得绝缘板的应用领域再次拓宽,通常LED固位绝缘件的加工方式都是钻孔然后锣一个圆圈即可,加工方式比较简单,市场巨大,但是特征是档次不高,且利润低;
2、电脑锣
电脑锣是广东和香港的叫法,通俗点说是CNC或数控,也有称之为加工****的,其实都是一个意思,电脑锣的功能就非常强大了,这里面又分为平面和斜面(或称之为曲面),斜面范畴相对小很多,而平面的电脑锣就非常广泛了,诸如绝缘垫片,绝缘杆,游星轮等小加工件均使用电脑锣的方式加工环氧板,电脑锣****大的特点就是灵活,快速,功能强大,是目前****好也****常用的加工方式;
3、分切
这个是市场上****常见也是****普通的加工方式,一般的门店都有个切板机分切板材之用,而这种通常都比较粗糙,公差之大可控制在5mm以内,说起来吓人,我见过很多东莞做环氧板的门店或公司,做了大概有5年以上的公司居然还在用角铁焊制的切板机分切,东莞号称是制造之都,看来的确是神通广大,这种方式没有什么技术含量,不过有时候挺赚钱的,比如有时候正常计算的话一张半是分切为8小张,有小小浪费,但是那些卖板的门店有办法一张板分切为10小张,如果量大的话,利润就非常可观了;
4、铣床/车床
这种加工方式加工出来的产品, 通常都是零部件之类的产品,因为铣床和车床本来大多就是用于五金零件加工用的,不过普通的铣床和车床加工速度慢是一大特点,所以如果专靠这种环氧板加工方式的话,公司的寿命就会大打折扣,不过做治具的话,这两种设备是必备的,也就是说如果加工厚度较厚的环氧板的话,铣床和车床是不二选择;
三、环氧树脂板技术参数
1、外观 表面应平滑,无气泡、皱纹和裂纹。
2、标称厚度及允许偏差见表1。
表1 mm
| 标称厚度 | 偏差 | 标准厚度 | 偏差 | |
| 0.4 | ±0.10 | 8.0 | ±0.72 | |
| 0.5 | ±0.12 | 10.0 | ±0.82 | |
| 0.6 | ±0.13 | 12.0 | ±0.94 | |
| 0.8 | ±0.16 | 14.0 | ±1.02 | |
| 1.0 | ±0.18 | 16.0 | ±1.12 | |
| 1.2 | ±0.20 | 20.0 | ±1.30 | |
| 1.6 | ±0.24 | 25.0 | ±1.50 | |
| 2.0 | ±0.28 | 30.0 | ±1.70 | |
| 2.5 | ±0.33 | 35.0 | ±1.95 | |
| 3.0 | ±0.37 | 40.0 | ±2.10 | |
| 4.0 | ±0.45 | 45.0 | ±2.30 | |
| 5.0 | ±0.52 | 50.0 | ±2.45 | |
| 6.0 | ±0.60 | 60.0 | ±2.50 | |
| 80.0 | ±2.80 | |||
| 注: 1 其他允许偏差可由供需双方协商。 2 对于标称厚度不在所列的优选厚度之一者,其允许偏差应采用下一个较大的优选厚度的偏差。 | ||||
3、平直度见表2。表2 层压板表面距直尺的****大允许偏差mm
| 厚度 (d) | 直尺长度 | |
| 1000 | 500 | |
| 1.6≤d≤3 3<> 6<> 8< d | 见注 10 8 6 | 见注 2.5 2.0 1.5 |
| >注:对标称厚度在1.6 mm≤d≤3 mm的允许偏差正在考虑之中 | ||
4、性能要求见表4。表4性能要求
| 序 号 | 指 标 名 称 | 单 位 | 指 标 值 | 说明 | |
| 1 | 垂直层向弯曲强度 | MPa | ≥340 | - | |
| 2 | 平行层向冲击强度 (简支梁法) | KJ/ | ≥33 | 两者之一满足本标准要求即可 | |
| 3 | 平行层向冲击强度 (悬臂梁法) | kJ/ | ≥34 | ||
| 4 | 垂直层向电气强度 (90℃±2℃油中) | MV/m | 见表5 | - | |
| 5 | 平行层向击穿电压 (90℃±2℃油中) | kV | ≥35 | - | |
| 6a | 介电常数 (48Hz-62Hz以下) | - | ≤5.5 | 两者之一满足本标准要求即可 | |
| 6b | 介电常数 (1MHz以下) | - | ≤5.5 | ||
| 7 | 马丁温度纵向 | ℃ | ≥200 | ||
| 8 | 热稳定性 | ℃ | 200 | ||
| 9 | 耐油性变压器油中4h | ℃ | 130 | ||
| 10 | 拉伸强度纵向 横向 | MPa | ≥314 ≥216 | ||
| 11 | 粘合强度 | N | ≥5600 | ||
| 12 | 表面电阻率常态时 浸水后 | MΩ | ≥1× ≥1× | ||
| 13 | 体积电阻率常态时 浸水后 | MΩ・m | ≥1× ≥1× | ||
| 14 | 平行层向绝缘电阻常态时 浸水后 | MΩ | ≥1× ≥1× | ||
| 15a | 介质损耗因数 (48Hz-62Hz以下) | - | ≤0.04 | 两者之一满足本标准要求即可 | |
| 15b | 介质损耗因数 (1MHz以下) | - | ≤0.04 | ||
| 16 | 浸水后绝缘电阻 | Ω | ≥5.0× | - | |
| 17 | 密度 | g/ | (1.7-1.9) | - | |
| 18 | 吸水性 | mg | 见表6 | - | |
表5垂直层向电气强度
| 平均厚度 mm | 电气强度 MV/m | 厚度 mm | 电气强度 MV/m |
| 0.4 | ≥16.9 | 1.6 | ≥12.7 |
| 0.5 | ≥16.1 | 1.8 | ≥12.2 |
| 0.6 | ≥15.6 | 2.0 | ≥11.8 |
| 0.7 | ≥15.2 | 2.2 | ≥11.4 |
| 0.8 | ≥14.8 | 2.4 | ≥11.1 |
| 0.9 | ≥14.5 | 2.5 | ≥10.9 |
| 1.0 | ≥14.2 | 2.6 | ≥10.8 |
| 1.2 | ≥13.7 | 2.8 | ≥10.5 |
| 1.4 | ≥13.2 | 3.0 | ≥10.2 |
注:1 对90℃±2℃油中垂直层向电气强度,可任选20s逐级升压和1min耐压试验要求中的一种。对符合二者之一要求的材料,应视其90℃±2℃油中垂直层向电气强度是符合本标准要求的。 2 如果测得的试样厚度算术平均值是介于表中两厚度之间,则其指标值应从内插法求取。如果测得的厚度算术平均值小于0.4mm,则其电气强度指标值取≥16.9MV/m。如果标称厚度为3mm,并且测得的厚度算术平均值大于3mm时,则其电气强度的指标值取≥10.2MV/m表6吸水性
| 试样厚度平均值 mm | 吸水性 mg | 试样厚度平均值 mm | 吸水性 mg |
| 0.4 | ≤17 | 5 | ≤25 |
| 0.5 | ≤17 | 6 | ≤27 |
| 0.6 | ≤17 | 8 | ≤31 |
| 0.8 | ≤18 | 10 | ≤34 |
| 1.0 | ≤18 | 12 | ≤38 |
| 1.2 | ≤18 | 14 | ≤41 |
| 1.6 | ≤19 | 16 | ≤46 |
| 2.0 | ≤20 | 20 | ≤52 |
| 2.5 | ≤21 | 25 | ≤61 |
| 3 | ≤22 | 单面加工至22.5 | ≤73 |
| 4 | ≤23 |
注:1如果测得的试样厚度算术平均值是介于表中两厚度之间,则其指标值应从内插法求得。2如果测得的厚度算术平均值小于0.4mm,则其指标值取≤17mg。如果标称厚度为25mm并测得的厚度算术平均值大于25mm时,则其指标值取≤61mg。标称厚度大于25mm的板材,则应从单面加工至22.5mm且加工面应是比较光滑的。
我公司拥且先进的的加工生产设备。可根据客户的图纸进行加工. 有T型绝缘板 U型绝缘板 工型绝缘板 环型绝缘板 七型绝缘板 L型绝缘板 等,详情请致电0514-88779789网络销售部了解更多产品信息。

 0514-88779789
0514-88779789